




















Yrd. Doç. Dr. Süleyman ADAK
Elektrik Yüksek Mühendisi
Mardin Artuklu Üniversitesi Meslek Yüksekokulu
Elektrik ve Enerji Bölüm Başkanı
- Giriş
Asenkron motorlar, endüstride en fazla kullanilan makinalarıdır. Çalışma ilkesi bakımından asenkron motorlara endüksiyon motorları da denir. Bu motorların çalışmaları sırasında elektrik arkı meydana gelmez. Ayrıca diğer elektrik makinalarına göre daha ucuzlardır ve bakıma daha az ihtiyaç gösterip yapıları basittir. Bu özellikler, asenkron motorların endüstride en çok kullanılan motorlar olmalarına sebep olmuştur. Asenkron makinalar endüstride genellikle motor olarak çalıştırılırlar, fakat belirli koşulların sağlanması durumunda generator olarak da çalıştırılabilirler.
Asenkron makinaları senkron makinalardan ayıran en büyük özellik, dönme hızının sabit olmayışıdır. Bu hız motor olarak çalışmada senkron hızdan küçüktür. Makinanın asenkron oluşu bu özelliğinden ileri gelmektedir.
Asenkron motorlar genel olarak stator, rotor olmak üzere iki kısımdan oluşur.
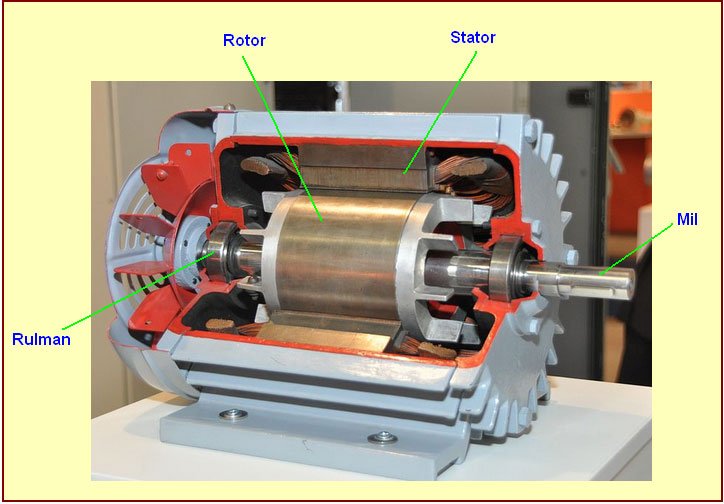 Şekil 1: Asenkron motorun kesit görünüşü.
Şekil 1: Asenkron motorun kesit görünüşü.
Stator, asenkron motorun duran kısmıdır. Rotor ise dönen kısmıdır. Asenkron motorun rotoru, kısa devreli rotor (sincap kafesli rotor) ve sargılı rotor (bilezikli rotor) olmak üzere iki gruba ayrılır. Asenkron motor, rotorun yapım biçimine göre bilezikli ve kafesli asenkron motor olarak adlandırılır.
Rotoru sincap kafesli asenkron motorun ve bilezikli asenkron motorun statoru aynı şekilde yapılmıştır. Asenkron motorun statoru; gövde, stator-saç paketleri ve stator sargılarından oluşmuştur. Rotoru bilezikli asenkron motorun rotoru stator içinde yataklanmıştır. Rotor mili uzerinde rotor saç paketi ve döner bilezikler bulunur. Rotor saç paketi üzerine açılmış oluklara rotor sargıları döşenmiştir. Hemen hemen bütün rotorlarda üç sargı (üc faz sargısı) bulunmaktadır.
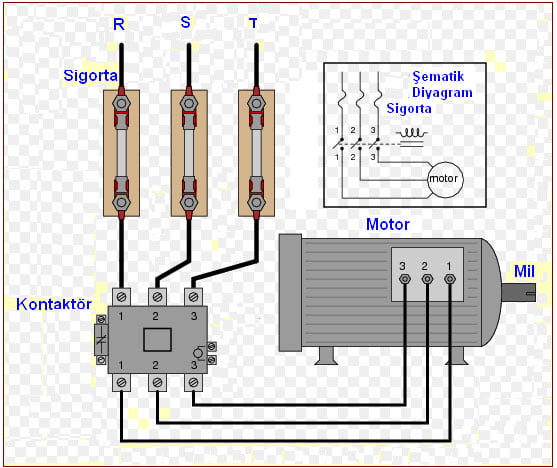
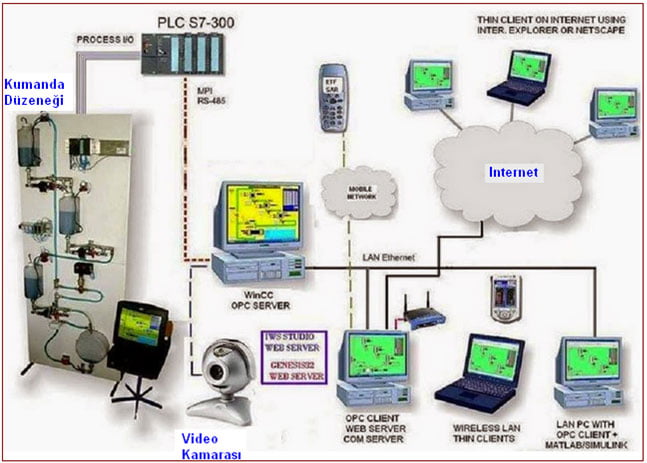
Şekil 2: Asenkron motorun kumandası.
Asenkron motorun kumandasında PLC’ler yoğun olarak kullanılmaktadırlar. Günümüz üretim süreçlerinde yüksek verim ve kaliteli üretim için kaçınılmaz olan endüstriyel otomasyon sistemleri her geçen gün büyük bir hızla gelişmektedir. Bu gelişme PLC’lerin endüstriyel üretimde kullanılmasının bir sonucudur.
- PLC’lerin Yapısı ve Fonksiyonları
PLC’ler; mutfaktaki eşyalardan, sanayide kullanılan sistemlere, tarlaların sulanmasından, robotların kontrolüne kadar her alnda kullanılabilmektedir. Otomatik kontrol sistemlerinde, orta ve ağır sanayide, ısı kontrol sistemlerinde, tıp alanında, hız, güvenlik gibi alanlarda kullanılır. Ayrıca ürün kalitesinin yanısıra yeni bir ürün imali için kumanda devrelerinin yeniden oluşturulması, montajı ve bağlantıları yerine sadece PLC programlama ile giderilmesi gibi sebeplerden dolayı bu sistemi önemli kılmaktadır.
Son yıllarda endüstride PLC kullanımına olan talebin hızla artmasının nedenleri; PLC’nin özellikle fabrikalarda otomasyon, asansör tesisatları, otomatik paketleme, enerji dağıtım sistemlerinde, taşıma bandı sistemlerinde ve daha birçok alanda üretimi destekleyen ve verim artışının yanısıra ürün maliyetinin minimuma çekilmesidir. PLC’ler klasik röleli sistemlerin yerini almaya başlamıştır. PLC, dolayısıyla otomasyon kültürünün fabrikalara, yaşam alanlarına ve özellikle eğitim müfredat ve çalışmalarına taşınması büyük önem arzetmektedir.
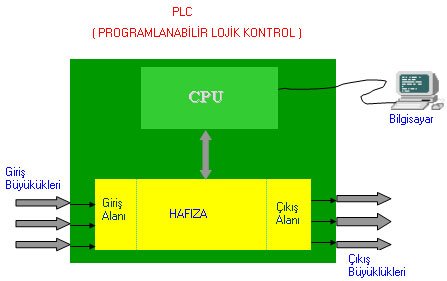
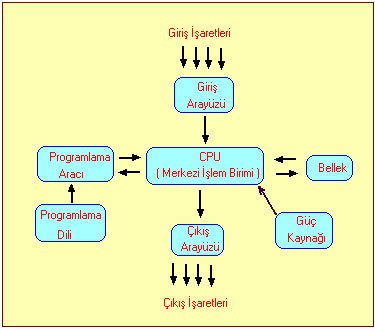
Şekil 3: PLC’nin üniteleri.
PLC’ler giriş-çıkış, bellek, CPU(Merkezi İşlem Birimi), besleme, güç kaynağı ve programlayıcı gibi bölümlerden oluşan bir entegre sistemdir. Kontroller, analog-digital giriş/çıkış bağlantıları aracılığıyla olur. PLC sistemleri bilgisayarda olduğu gibi donanım ve yazılım kısımlarından meydana gelir. PLC giriş ve cıkışı olan bir sistemi kontrol eder.
PLC endüstriyel otomasyon sistemlerinin kumanda ve kontrolünde kullanılan mini bir bilgisayardırlar. Yeterli sayıda giriş-çıkış birimleri ile iletişim arabirimleri mevcut olup, kontrol yapılarına uygun bir sistem programı altında çalışırlar.
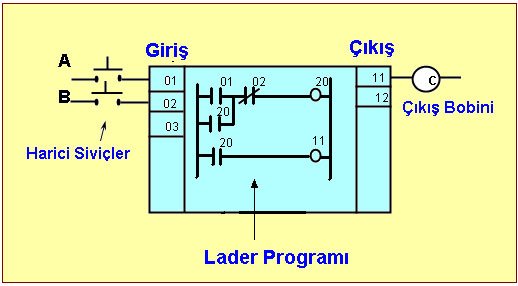 Şekil 4: PLC’lerde işlem akışı.
Şekil 4: PLC’lerde işlem akışı.
Hareketli aksamları olmadığından PLC’ler kolay, kolay arızalanmazlar. PLC’lerde kumanda yazılım ile olur. Bundan dolayı boyutları cok küçüktür. Bakımları cok basittir. Bundan dolayı klasik kumanda sistemlerinin yerini hızlı bir şekilde almaktadırlar. Tozlu ve nemli ortamlarda cok rahat bir şekilde calışmaktadırlar. PLC’lere program ya mini programlayıcı yada bilgisayar üzerinden aktarılır.
Programlanabilir Lojik Kontrolörler (PLC) otomasyon devrelerinde yardımcı röleler, zaman röleleri, sayıcılar gibi kumanda elemanlarının yerine kullanılan Mikroişlemci temelli cihazlardır. Bu cihazlarda zamanlama, sayma, sıralama ve her türlü kombinasyonel ve ardışık lojik işlemler yazılımlar gerçekleştirilir. Bu nedenle karmaşık otomasyon problemlerini hızlı ve güvenli bir şekilde çözmek mümkündür. Bütün PLC’lerde hemen, hemen ayni olan AND, OR, NOT (VE,VEYA, DEGIL ) gibi Boolen ifadeleri kullanılır. PLC’nin merkezi işlem ünitesinde mikroişlemci veya mikrokontrolcü ünite bulunur. Bu yüzden her PLC bir bilgisayardır. Fakat her bilgisayar bir PLC değildir. PLC’ler üretimin yapıldığı tozlu, kirli ve gürültülü gibi ağır şartlarda çalışacak şekilde dizayn edilmiştir. Bununla birlikte farklı bir programlama dili, arıza bulma ve bakim
 Şekil 5: PLC tabanlı otomasyon.
Şekil 5: PLC tabanlı otomasyon.
Endüstriyel otomasyonda program aktarılması ve sistem otomasonu çoğu kez bilgisayarlar üzerinden yapılmaktadır. Programlanabilir denetleyiciler olarak adlandırılan sistemler, günümüzde yaygın olarak, otomatik kontrol düzenlerinde kullanılmakta olan mikroişlemci tabanlı endüstriyel otomasyon cihazlardır. PLC ikili giriş sinyallerini isleyerek, teknik işlemleri, çalışmaların adımlarını direkt olarak etkileyecek çıkış işaretlerinden oluşur. Çoğunlukla programlanabilir denetleyicilerin yapabileceği islerde bir sınır yoktur. PLC, bir iş akısındaki bütün adımların doğru zaman ve doğru sıradaki bir hareket içerisinde olmasını sağlar.
 Şekil 6: PLC ilişkin üniteler.
Şekil 6: PLC ilişkin üniteler.
PLC mantıksal ve aritmetik işlemlerden oluşan bir programı oldukça hızlı bir şekilde işletebilmektedir. PLC’li sistemlerde program büroda veya laboratuar da yapılabilir. Önceden çalışıp çalışmadığı eksikleri analiz edilebilir.
- PLC’lerin Yapısı ve Fonksiyonları
Röleli sistemlerde sistem değişikliği yapmak zordur. PLC de ise sistem üzerindeki değişiklikler kolayca yapılabilir. PLC’lerde röleler göre çok sayıda kontağa sahiptirler. Rölelerde kontak sayısı sınırlıdır. PLC’lerde bulunana rölelerde kontak sayısı 100 kadar çıkabilir. Endüstride PLC’ler kullanılarak, imalatta proses süreci azaltılabilir. Üretim sürecinin yönetimini, izlenmesini, sorgulanmasını ve kontrolü yazılım programı ile gerçekleştirilir. Programın çalışması monitörden izlenip arızalara kolayca müdahale edilebilir.
Yazılım (Software): Yazılım, lojik işlemler, makine veya bir sistemdeki elemanların harekete geçirilmesini belirleyen programlardır. Yazılımlar, donanımda bulunan bellek birimi içerisinde saklanırlar ve istenildiğinde değiştirilebilirler. Kontrol akışı, donanımda herhangi bir değişikliğin gereksinim duyulmadan yazılan bir program ile değiştirilebilir. Programlayıcı yazılımın oluşturulmasında ve PLC belleğine aktarılmasında kullanılır. Birçok uygulamada da yazılımın, algılayıcıların ve is elemanların test edilmesinde kullanılır. PLC’lerin programlanmasında kullanılan diller;
- Ladder diyagramı
- Mnemanic yazılım
- Blok şemaları
- Grafcet
gibi programlama dilleri kullanılır.
Algılayıcılar ( Sensörler ): Bu elemanlar kontrol edilecek bir makineye veya bir sisteme direkt olarak bağlanırlar. Bilgi, bu elemanların elektriksel akim değerlerine göre algılanıp PLC’ye iletilir. Algılayıcılara örnek olarak; Sınır anahtarlar, işaret üreticiler, fotoseller ile sıcaklık algılayıcıları verilebilir.
Donanım (Hardware): Donamım elektronik modüller anlamında kullanılır. Bu modüller sistemin bütün fonksiyonlarını veya makineyi kontrol edebilir, adresleyebilir ve belirli bir iş akışı sırasında harekete geçinebilir.
PLC’nin donanım elemanlarını şu şekilde sınıflandırabiliriz. Merkezi işlem birimi (CPU), Giriş birimi (INPUTS), Çıkış birimi (OUTPUTS), Programlayıcı birimi (PROGRAMMABLE).
Çıkış Büyüklükleri: Bu elemanlar kontrol edilecek bir makine ya veya sisteme direkt olarak bağlanırlar. PLC’nin gönderdiği işaretlere göre durum değiştirirler. Iş akısı bu durum değişikliğine göre belirlenir. iş elemanlarına örnek olarak; İkazlar (Lambalar, sesli ikazlar, ziller), Pnömatik silindirler (Valf sistemler), Göstergeler, Kontaktörler, Motor Yol Vericileri’ni verebiliriz.
PLC’lerde Kullanılan Hafızalar
Yazılmış programların depolanıp saklanması amacı ile kullanılırlar.Program hafızaları PLC’lerin içine monte edilmiştir. PLC’lerde şu hafıza türleri kullanılır.
- Ram (Random Access Memory ) Hafıza: Bu hafıza programlama sırasında okuma ve yazma işlemlerinin yapılmasını sağlar. PLC içinde bulunan pil ile bilgiler saklanabilir. Pilin bitmesi ile hafıza silinir.
- Statik Ram: Sisteme elektrik uygulandığında veri toplama özelliğine sahiptir. İki ayrı çift emiterli tranzistörün birbirine çapraz bağlanması ile oluşturulur.
- Dinamik Ram: Kondansatörlerden yararlanarak geliştirilmiştir. 2-3 ms içerisinde enerjinin kesilmesi durumunda veri kaybolur. Depolama C sığası yardımı ile yapılır. Kondansatör dolu olduğunda 1 ile, boş olduğunda 0 ile ifade edilir.
- Rom (Read-Only Memory): Komutları ve verileri depolamak için kullanılır. Sistem enerjili olduğu müddetce bilgiyi saklarlar, enerji kesildiğinde bilgi silinir. Bundan dolayı çalışma sonunda bilginin başka bir ortamda saklanması gerekir.
- Eprom (Erasable Programmable Read-Only Memory) Hafıza: Bu hafıza yalnızca programı okuma amacı ile kullanılır. Bu tip hafızalar elektriksel gürültüye en dayanıklı olanlarıdır. Bir kere depolanan program bir daha kaybolmaz .Daha fazla serbest programların uygulamalarının korunması için kullanılır.
- Eeprom (Electronically Alterable Programmable Read-Only Memory) Hafıza: Enerji olmasa da hafızadaki program silinmez. Bu hafıza türünde yazma ve silme işlemleri için özel gereçler kullanılmaz. Bu hafızalar PLC’ye monte edildiklerinde PLC, rom kaset içindeki depo edilmiş programa göre çalışır.
- Üç Fazlı Asenkron Motora Direkt Yol Verme (Zaman Kontrollü)
Kompleks teknoloji ile üretim yapan sanayisi gelişmiş tüm ülkelerde, endüstri üretim hızı ve otomasyonu büyük bir ölçüde üretime katkıda bulunmaktadır. Tesislerin emniyeti, otomasyonu sayesinde sağlanmaktadır. PLC’ler, otomasyon devrelerinde yardımcı röleler, zaman röleleri, sayıcılar gibi kumanda elemanlarının yerine kullanılan mikroişlemci temelli cihazlardır.
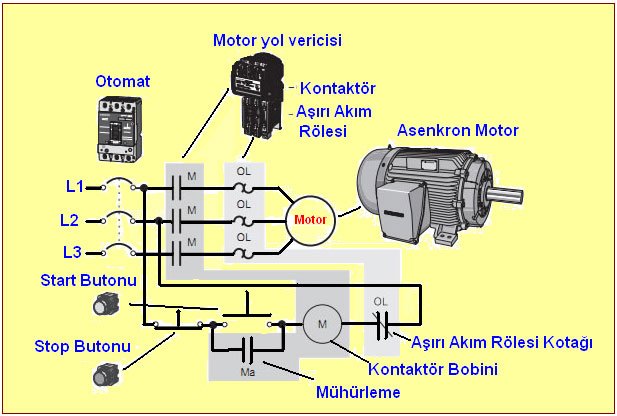 Şekil 7: Asenkron motora direkt yol verme.
Şekil 7: Asenkron motora direkt yol verme.
Bu cihazlarda, zamanlama, sayma, sıralama gibi her türlü lojik işlemler yazılımla gerçekleştirilir. Endüstride, bir ürünün imal edilmesi için bir çok karmaşık işlem yapılmaktadır. Başarıya ulaşmak için, işlemlerin belirli bir sıraya göre, uygun zamanda yapılması sağlanmalıdır.
Beş beygir gücünden küçük motorlara endüstride direkt yol verilir. Şekil 8’de üç fazlı bir asenkron motora yol vermeye ait güç ve kumanda devresi verilmiştir.
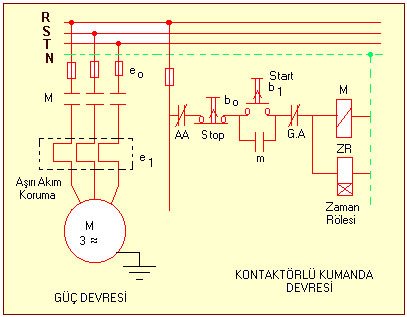 Şekil 8: Üç fazlı asenkron motora yol verme (zaman kontrollü).
Şekil 8: Üç fazlı asenkron motora yol verme (zaman kontrollü).
Çalışma Prensibi:
b1 btonuna basıldığında M kontaktörü zaman rölesi enerjilenir. M kontaktörü m kontağını kapatarak mühürlemesini sağlar. Güç devresinde kapana M kontakları motorun çalışmasını sağlar. Zaman rölesi ayarlanan süre sonunda G.A kontağını açarak motorun durmasını sağlar. Kontaktörlü kumanda devresini PLC Ladder kumanda ile gerçekleştirirsek Şekil 9’daki devre elde edilir.
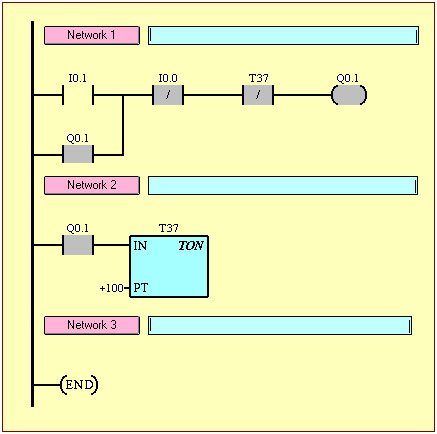 Şekil 9: Üç fazlı asenkron motorun kumanda devresine ait Ladder diyagramı.
Şekil 9: Üç fazlı asenkron motorun kumanda devresine ait Ladder diyagramı.
Çalışma Prensibi:
I0.1 kontağı kapandığında Q0.1 ile T37 zaman rölesi enerjilenir. Güç devresinde kapanan M kontakları motorun çalışmasını sağlar. T37 zaman rölesi ayarlanan süre sonunda T37 kapalı kontağını açarak, motorun durmasını sağlar. Bu çalışma koşullarını sağlayan PLC yazılımı,
PLC YAZILIM
NETWORK –I-
000 LD I0.1
001 O Q0.1
002 AN I0.1
003 AN T37
004 = Q0.1
NETWORK-II-
005 LD Q0.1
006 TON T37
NETWORK –III-
MEND
şeklinde ifade edilir.
- Sonuçlar ve Öneriler
PLC cihazı, girişten alınan bilgi ve komutları işler. Giriş komutları; ani temaslı buton, seçici anahtar, dijital anahtar veya sensör girişi olan sınır anahtar, yakınlık (proximity) anahtar, fotoelektrik anahtar vs. dir. Bu elemanlarla yüklerin çalışma şartları gözlenir veya kontrol edilir.
Giriş sinyallerine karşılık çıkış sinyallerinin iletimi, PLC’ de yazılı olan programa bağlıdır. Selenoid valf, sinyal lambası, röle, gibi küçük yükler PLC’ ler tarafından direkt olarak sürülebilir. Fakat, büyük kapasiteli selenoid valf, 3 fazlı motor gibi yükler kontaktör veya röle üzerinden sürülmelidir. PLC ile otomasyonun incelendiği bu çalışmada elde edilen sonuç ve öneriler şu şekilde sıralanabilir:
- Bilgisayarların arıza ve bakim servisi ile programlama dillerinin öğrenilmesi için özel bir eğitime gerek vardır. PLC programlama dili ise klasik kumanda devrelerine uygunluk sağlayacak şekildedir.
- Güvenilirliği yüksek, bakımı kolaydır. Kötü çevre koşullarında, özellikle tozlu ve rutubetli ortamlarda röleli kumanda devrelerine göre daha güvenilirdir. Bu tür ortamlarda çok rahat çalıştırılabilirler.
- PLC’lerle yapılan kumanda işlemleri otomasyon kullanımına imkan tanımaktadırlar. Bu yüzden klasik kumandaya göre kullanımları gün be gün artmaktadır.
- PLC’nin mekanikli parçalan olmayıp genel amaçlı kontrol elemanlarından oluşmaktadır. PLC’nin tekrar, tekrar program yapacak biçimde birçok değişik bağlantıları yerine getirebilecek ilave devre dizaynlar yapabilir.
- Mekanik anahtar olmadan PLC’lerle açma kapama işlemleri yapılabilir. Hareketli aksam olmadığından PLC’ler az arıza gösteriler.
- Bütün kumanda fonksiyonları yazılımla gerçekleştirildiğinden, farklı bir uygulama için adaptasyon kolaydır. PLC’nin modüler yapısı her türlü özel uygulamalara ve sistemlerin uzantılarına cevap verecek biçimde çalışmaktadır.
- PLC’lerle yapılan kumanda klasik yöntemlerle yapılan kumandaya göre daha az yer kaplamaktadır. PLC’lerin elektromekaniki kısımları olmadığı için kırılacak bozulacak parçaları yoktur. PLC’ler sonra kullanılmak üzere komple olarak depolanabilirler.
- Bilgisayarlarla ve diğer kontrolörlerle haberleşme olanağı vardır. İnternet üzerinden kontrol imkanı vermektedirler. PLC’nin en büyük avantajı, düşük voltajlarda çalışması, bakım maliyetlerinin elektromekaniki röle kontrol sistemlerine göre oldukça ucuzdur.
- Kumanda devresinin yazılımla sağlandığından, kumanda devresini tasarlamak kontaklı (röleli) bir devrenin tasarımından daha kolaydır. PLC’nin modüller yapısı her türlü özel uygulamalara ve sistemleri değiştirebilme, hataları düzeltme ve sistem değişikliklerin tamamına cevap vermektedir.
- Kumanda devrelerine göre çok az yer kaplar. Elemandan tasarruf sağlarlar. Elektro mekanik sistem kontrolleri ve bunların devre bağlantıları göz önüne alınırsa PLC’ nin yaptığı ise göre kapladığı alan ve teferruatı oldukça farklı ölçüde olduğundan yerden tasarruf edilir.
- Sensörlerin PLC’lere bağlanması sonucunda uygulama alanlarının artmıştır. PLC’lerin ortak bir bara üzerinden bağlanmaları, kumanda alanlarının çoğalmasını sağlamıştır. Günümüz acımasız rekabet koşullarının yaşandığı global dünyada işletmelerin ayakta kalabilmek için otomasyona yönelmeleri kaçınılmazdır
- Sonuç olarak; küçük ve orta büyüklükteki her türlü kumanda sisteminde, küçük yapılı yüksek güvenirlikli ve değişebilir (flexile) beyin olarak PLC’ler otomasyon üretiminde vazgeçilmez arasında yer almalıdırlar.
KAYNAKLAR
- Burunca, E. İleri Kumanda ve PLC Programlama Teknikleri, Yüce Yayınları, İstanbul, 1998.
- Crispin, A. J., (1990), Programmable Logic Controllers and Their Engineering Application, Mc Graw- Hill, 1998.
- A. A. Ghandakly, M. E. Shields, and M. E. Brihoum, “Design of an adaptive controller for a DC motor within an existing PLC framework,” in Proc. Conf. Rec. 31st IEEE Industry Applications Society Annu. Meeting, vol. 3, 1996, pp. 1567–1574.
- Kurtulan, S., PLC İle Endüstriyel Otomasyon, Birsen Yayınevi, İstanbul 1996.
- Mader, A. ve Wapper, H., (2003), Verification of PLC Applications, University Nijmegen.
- N. Aramaki, Y. Shimikawa, S. Kuno, T. Saitoh, and H. Hashimoto, “A new architecture for high-performance programmable logic controller,” in Proc. 23rd Int. Conf. Industrial Electronics, Control and Instrumentation, vol. 1, 1997, pp. 187–199.
- Simpson, C.D., (1993), Programmable Logic Controllers, Prentice Hall.
- A. S. Zein El Din, “High performance PLC controlled stepper motor in robot manipulator,” in Proc. EEE Int. Symp. Industrial Electronics, vol. 2, 1996, pp. 974–978.








{kind=link}